CLEAN Linen Services · Slough Plant
£86,291 saved per year. £64,680 to install. 9.0 months payback.
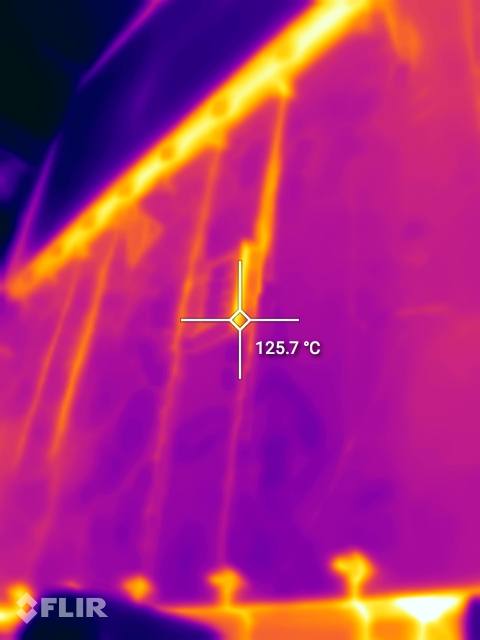
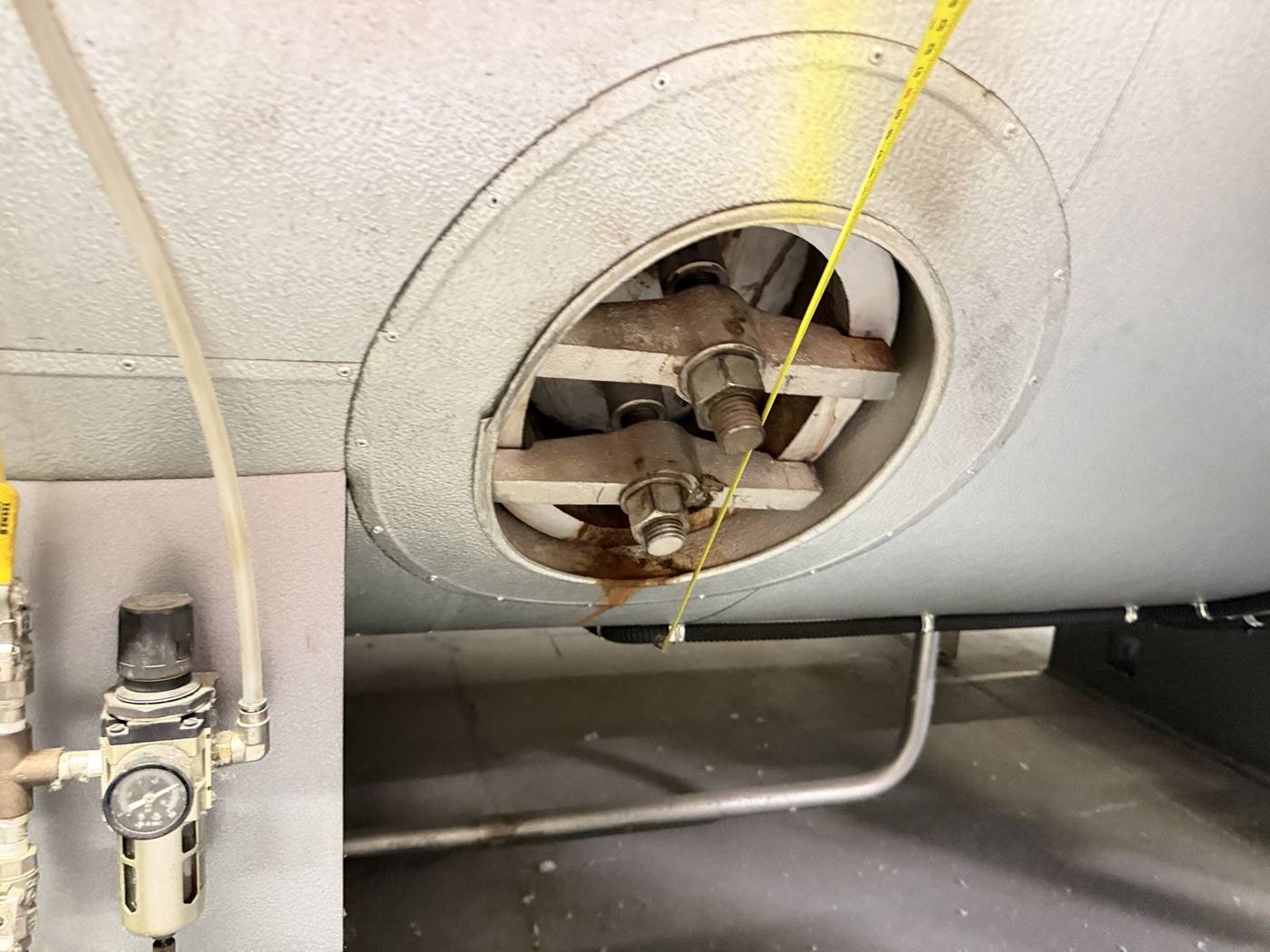
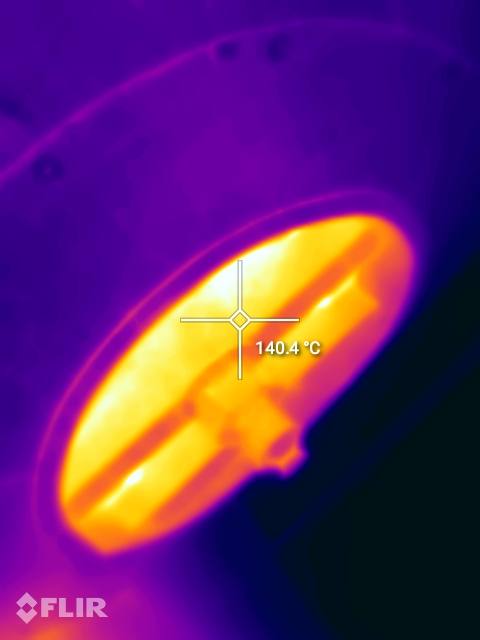
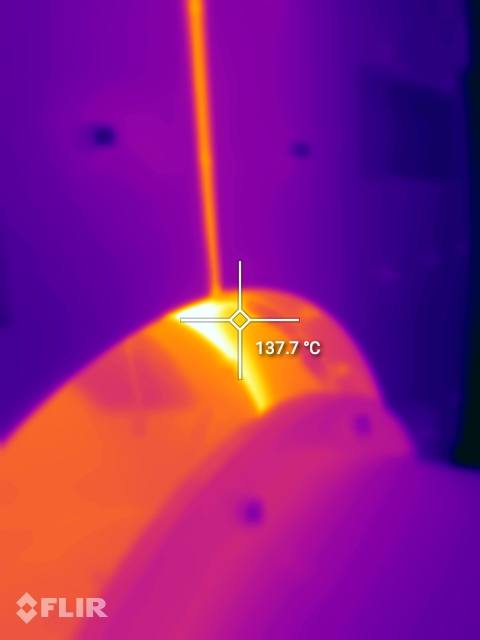
Inzonex Modular Insulation across the boiler house, feed water, hot water, ironers and dryer burner cabinets. 95 % heat-loss reduction. Removable, serviceable, engineered to each element.
£86,291
Saved per year
9.0 mo
Payback
1,878 MWh
Heat saved / year
404 t
CO₂ saved / year